About Paul Ray Effinger ® Art Foundry

Artist's Statement
Greetings!
I create state-of-the-art sculpture, jewelry and custom pistol grips in my Studio Art Foundry in Leander, Texas. My artwork is bold, elegant and baroque in style. For me, art is sacred, a labor of love, my gift back to God, and on every design I give my best. Quality and customer satisfaction are my hallmarks, and my name was trademarked in 2022.
As a youth, I was fascinated by figurative art, masterpieces by DaVinci, Michelangelo, Bernini, and the ancient Greeks; they inspire me to this day. My sculpture focuses on the human form; for me, nothing rivals the masterpiece of the human body.
Retiring from professional work, first as a Mechanical Engineer in 1995, then as a video-game Art Director in 2005, I began sculpting classical figures in bronze as my hobby and passion. In 2012, I built my own foundry. Few sculptors cast their own designs but I'm ever pushing what I can do. Performing most foundry work myself, I have complete control over the quality of my work.
Sometimes I sculpt in clay but prefer digital sculpting and 3D printing whenever possible. I can do things digitally that are impossible or take forever to do by hand in clay or wax. Being an expert with hi-end CAD software for 35 years, I continue to design most artwork digitally using Autodesk 3D Studio Max for precision and Pixologic ZBrush for sculpting. Coupled with an ultra-resolution Solidscape wax printer, I can design and manufacture pieces with insane detail that are evident in my finished work.
It's taken me 20 years to master the art of lost-wax casting in precious metals, but the learning never ends, and on every single casting I learn something new, something to be improved. I learned much from second-generation foundry master John Kasson, to whom I’m forever grateful. If you enjoy my work or wish to commission a piece, please feel free to contact me!
God Bless, Paul Ray Effinger
5-Star Reviews

“Those two bronzes you made for me (Volnus and Artifice) are beyond words. Thank you my friend! Your work is second to none!!” – Paul Lulgjuraj, P.C.
"No one, and I mean no one, makes a bronze like this (Volnus) of such quality as their first casting!” - John Kasson, Kassons Castings
“Your work is awesome!! These look great, my vision is really coming to life!! It’s looking more and more like I envisioned it. I can’t draw a stick figure, but you’ve turned my ideas into something real! You’ve done an outstanding job on this project!! You’ve truly exceeded my expectations as a designer and I'm proud to have you on my team. Keep up the great work!” - Jordan Samson, Samson Enterprises
“Here's my sketching for what’s in my head. I’m a bad artist, and you can see why I've hired you. You came highly recommended. Your design is spot on! You’ve got the design better than I could have dreamed!” - John-Paul Pack, Pack Starship Industries LLC
"LOVE!! Amazing ring and amazing customer service!! I contacted the seller with questions regarding the ring and decided to upgrade to a complete custom ring. The attention to detail and passion in his talent is amazing and it shows in the quality of the ring. He called me several times to communicate the progress and provided pictures along the way. The ring was very well packaged and absolutely beautiful!" - Shawna Broyles, Phat Templar Ring
“Paul's work is unsurpassed. Fast shipping, and the fit and finish exceeded my expectations. If you're looking for the ultimate way to showcase your 1911 this is it.” – Steven Scott, 1911 Premium Silver Jesus Sacred Heart Grips
“You rarely see such craftwork nowadays. The attention to detail is remarkable.” - Gavin Fuerst, 1911 Premium Silver Jesus Sacred Heart Grips
“The custom solid silver Jesus Sacred Heart Grips Paul Ray Effinger made for me are absolutely beautiful. They're a true work of art by a talented artist!” – Paul DesJardins, 1911 Premium Silver Jesus Sacred Heart Grips
"Paul is an absolute pleasure to work with and did an excellent job. My custom Louisiana State Acadian flag pins came out perfectly and are exactly what I had envisioned. He has made me into a loyal customer and I will be coming to him for my future jewelry projects. I can't wait to place an order for a set of his awesome 1911 grips! Thank you Paul!" - Andrew Mackay, Custom Lapel Pins
“We absolutely love the custom lapel pins he created for us. Amazing! The only thing that we loved more was his top-notch customer service. Thank you for a phenomenal experience.” – Lisa Faramond, Premium Silver Custom Lapel Pins
“I actually purchased two rings and very happy with both. Very high-quality work and they fit perfectly. Easy to take care of: simple cloth polish will keep them shiny for years to come. I've been wearing them casually, but definitely have dressier outfits they’ll go with. Paul was very nice to talk to. He answered all my questions and made sure I'm happy with my purchase. Highly recommend for yourself or as a great gift!” – Dasha Chichasova, Premium Silver Starfish & Elven Scroll Rings
“Let me just say that it is the most amazing ring!!! I had seen it in the photo gallery, but the artist (who is also so amazing to work with) had created it special for someone with a size 5. I had wondered if it could be made into a size 8. I know it took a lot of time and effort to do for me, but the artist did so graciously and I could not be more pleased with the result. Artist was extremely communicative throughout the process & always, always very pleasant. I would highly recommend working with them. You will not be disappointed. And, their work is very high quality!!!” – Caycee Clark, Premium Silver Starfish Ring
“This starfish ring he made me is so well crafted, durable and solid. It’s high-quality silver and very nice. I’m going to have this seller custom make a couple of other pieces of jewelry for me!” - Andreya Williams, Premium Silver Starfish Ring
“Absolutely beautiful work! Couldn't be more moved by quality and service. Highly recommend.” – Julie Mullenix, Pelle Design Services
“Amazing art by an amazing man! So versatile in his work. Pretty sure there isn't anything he can't create!” – Rebekah Effinger, Premium Silver Banded Ring
“It’s very hard to find a custom art designer. Effinger Art Foundry is one of a kind. Paul can custom make the most beautiful art pieces.” – Angela Williams, Asphalt Paving & Maintenance
"Gorgeous work...Fantastic attention to detail!” – Kendal Flippen
“Wow! This looks very beautiful, and what a wonderful presentation.” - Scott Patrick, Rio Grande Mfg R&D
“You're the most talented artist I know. The quality and beauty of your figurative sculptures are second to none, as good as anything I've seen from the Renaissance. The fact you make them entirely yourself blows me away!” - Roy Anderson, Anderson Marketing LLC
“First of all, OH MY GOD! She’s already so cute! You're doing a super fantastic job! Paul, you're amazing!!! Thank you SO much!!! Sending you a BIG cyber hug!! Looking forward to making this little rockstar (toy figure) and many more a reality!!!” - Heather Sanders, Bloom World Toys
Public Exhibitions
- 2015 Texas Art Hop, Georgetown, TX
- 2014 Texas Art Hop, Georgetown, TX
- 2014 Catholic Diocese of Austin Sacred Art Gallery, Exhibit XII, Austin, TX
- 2013 Texas Art Hop Juried Competition: Best of Show, "Volnus", Georgetown, TX
- 2013 Texas Society of Sculptors, Juried Competition: 2nd Place, Fredericksburg, TX
- 2010 Catholic Diocese of Austin Sacred Art Gallery, Exhibit IV, Austin, TX
- 2008 Austin Museum of Fine Art, Fall Show, Austin, TX
- 2007 Texas Society of Sculptors Sculptfest, Umlauf Sculpture Garden, Austin, TX
- 2007 Texas Society of Sculptors Spring Exhibition, Flat Creek Winery, Lago Vista, TX
- 2006 Texas Society of Sculptors Sculptfest, Umlauf Sculpture Garden, Austin, TX
Resume
Education: University of Texas at Austin: Mechanical Engineering
Work Experience: Figurative Sculptor, CAD Designer, & Bronze Founder (2007 - Present)
- Master Figurative Bronze Sculptor
- Designed and built my own Fine Arts Bronze Foundry with Ceramic Shell Technology
- Specialized in Precision Bronze and Precious Metals Casting from Digital Media
- Specialized in Ultra-Resolution Precision Organic 3D CAD Modeling, 3D Printing & Prototyping
- 30 years of Mechanical Engineering & CAD Design Experience
Freelance Senior Character Designer & Independant Game Development Contractor (2004–2007)
- Independant Contractor for Liquid Development Studios for several years
- Completed numerous freelance game development contracts as Senior Character Designer
Lead Artist, Ionstorm, Austin, TX (5 September 2000 – 15 October 2003)
- Lead Character Artist and Animator on Deus Ex II published on the X-Box platform by Microsoft.
- developed actors’ script and directed mocap sessions with Locomotion Studios.
- developed advanced layering procedures for application of mocap using Character Studio and Max.
- developed skeletal specs and techniques to implement characters and animations into the Unreal Warfare Engine
- developed facial animation specs and implementation using Lipsync and Impersonator facial packages
Lead Artist, Digital Anvil, Austin, TX (5 January 1999 – 5 September 2000)
- Lead Character Artist and Animator on Brute Force published on the X-Box platform by Microsoft.
- developed actors’ script and directed motion capture (mocap) sessions with Locomotion Studios.
- developed advanced procedures for application of mocap using Character Studio and Max.
- developed skeletal specs and techniques to implement real-time patch-charactors into the Brute Force engine
Lead Artist, Hypnos Entertainment, Austin, TX (1 June 1998 – 31 December 1998)
- Lead Character Artist and Animator on Jack Nicklaus 6 Golden Bear Challenge published by ActiVision March, 99.
- designed, modeled, textured, and animated all 3D golfer models using mocap provided by the House of Moves.
- directed and coordinated all character artwork used in the game.
- developed all procedures for application of mocap using Character Studio 2.0 and Max.
Art Director, Eclipse Entertainment, Austin, TX (3 February 1997 - 31 May 1998)
- responsible for: recruiting, scheduling, and directing the art staff; researching, evaluating and recommending software tools for the art dept.; and directing motion capture sessions. Other responsibilities included: creating, mapping and texturing low-poly nurb models for real-time gameplay; developing specs for skeletal hierarchies and specs for our in-house skeletal deformation system; training the art staff on how to attach and correct motion capture data applied to single-skinned models using 3D Studio Max and Character Studio.
- Lead Character Artist and Animator for Jack Nicholas Golf 5 published by Accolade 11/97
Lead Artist, Maxis South, Austin, TX (13 May 1996 - 1 February 1997)
- Lead Artist for Marble Drop published by Maxis April '97.
- created all palettes, 3D and 2D special effects
- created complex, mapped, and textured 3D meshes used for pre-rendered images
- developed the methods to use custom palettes for the game
- determined viewport angles for isometric rendering and 3D space requirements to construct puzzles
Lead Mechanical Engineer, Texas Nuclear, Austin, TX (7 November 1988 - 16 February 1996)
- Lead Engineer in Mercuric-Iodide Semiconductor Laboratory
- designed precision lab equipment in a high-tech environment for creating semi-conductors
- maintained all digital controllers, furnaces, high-vacuum systems, environmental controls, and computers
- performed data analysis for senior engineers and scientists
About Effinger Art Foundry
My sons and I manufacture all of my sculpture and jewelry designs in our foundry workshop. Both processes are similar and require a high degree of precision for good castings. Jewelry is often small and can be made in days but larger sculptures can take months to complete. The discussion below is for my sculpture process only.
Bronze Casting
The lost-wax process is a highly skilled art and dates back millennia to the ancient peoples of Persia, Egypt, China and Greece. It basically uses a heat-resistant mold formed around a wax sculpture which is baked to remove the wax, then replaced by molten metal poured into the void. It's very accurate, and will reproduce the tiniest details in the castings. Although the ancient process is generally the same as that used today, significant modern advances include computer-aided-design (CAD), 3D printing, milling, standardized alloys, waxes and ceramic shell technology. The lost-wax process is precise, tedious and labor-intensive and why it's expensive. The sculpture is basically reproduced three times in different media: the original, the wax copy, and the metal copy. 100's of hours of labor culminate in the last critical minutes of pouring bronze and failures are costly. Every step must function perfectly; much can go wrong, but when right it's exhilarating!
How I Made Volnus:
The Sculpture Model
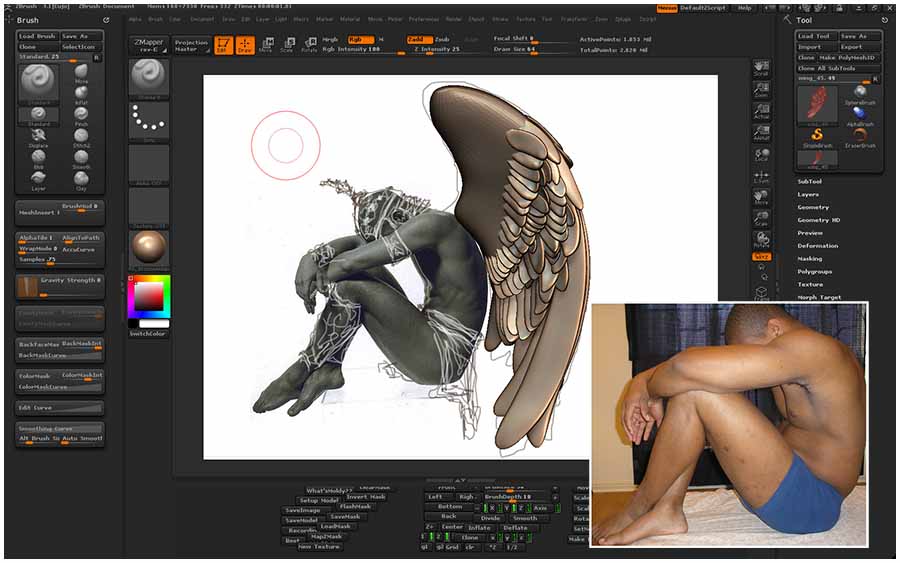
I use traditional art skills, mechanical engineering, digital technology and live models to create my sculptures. Sometimes I sculpt the model in clay, but I prefer creating them digitally and 3D printing when possible. Sculpting and designing digitally can save months of time when creating a sculpture. I can do things digitally that take forever to do by hand in clay. Precision is much higher digitally since you can zoom in as much as desired to add detail. The drawbacks are the high print costs and the long learning curves to master the software.
Generally, I don't wish to create an exact likeness of the model, but rather use their natural beauty to serve as an anatomical foundation for what I'm designing or creating. Below is the CAD model of my Volnus sculpture which I designed using Max and ZBrush modeling software.
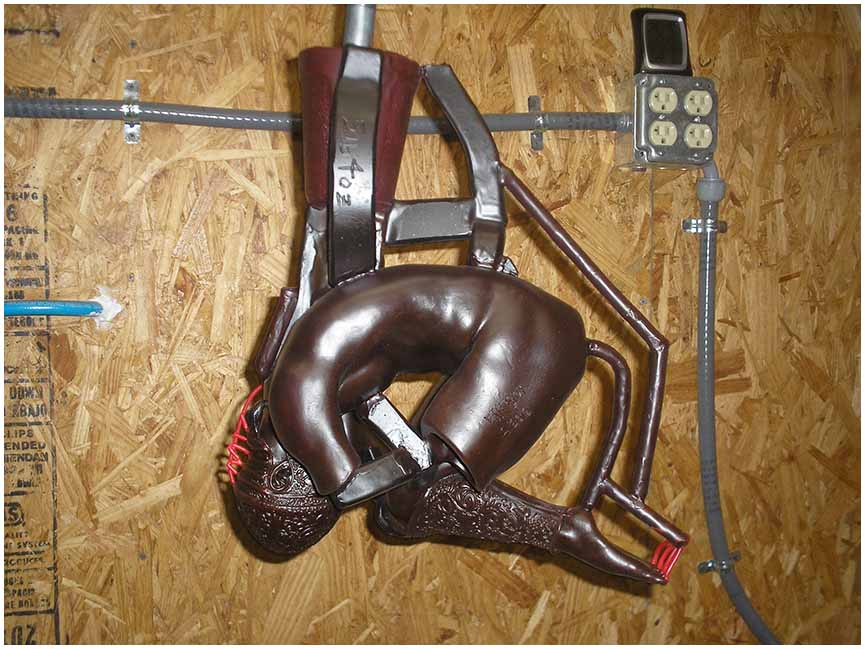
3D Ultra-Resolution Printing
Hi-resolution 3D Printing and CAD modeling have changed the face of modern manufacture. I was introduced to 3D printers at my first engineering class at UT Austin in 1984. Below are the ultra-resolution prints I created for my 18" high, limited bronze edition of Volnus. The model was printed for 90 hours on a Connex large printer with a vertical Z-axis resolution of 16 microns. The material is an ABS plastic, hard but brittle, but easy to work with. I sanded the parts (after this photo was taken) with automotive sandpaper, alternating with coats of sandable gray primer, producing a very smooth model, that I molded in rubber (see next section).

Creating The Rubber Mold
In order to reproduce an artwork in bronze using the lost-wax method, it must first exist in wax form. This usually means creating rubber-molds of the artwork and often dividing it into several pieces (as shown above) to cast it properly. Making molds is generally the most time consuming and costly step of the foundry process and an art in itself. Well-made molds are critical to the success of good castings. Careful study determines the best way to divide the artwork for molding. Precision rubber molding requires vacuuming to reduce bubble defects on the mold's surface. The rubber is then brushed, sprayed, or poured onto the sculpture, then backed by a rigid "mother-mold" (of plaster, fiberglass, or wooden frame) which holds the rubber in place once the sculpture is removed and wax poured into it to make the wax-positive. Often the original is destroyed once removed from the mold, so sometimes you only get one chance to make it right.

The Wax Positive
To cast bronze properly it generally needs to be cast as a hollow shell. This beneficially minimizes weight and expense. As bronze solidifies, it contracts and "pulls" away from areas still molten. Smaller or thin masses (i.e. the sculpture masses) need to solidify before larger masses (i.e. heat sinks such as the funnel and main sprue). Hollowing ensures large surface areas of the sculpture dissipate heat quickly and solidify first. A hollow wax-positive is made for larger pieces by pouring hot liquid wax into the mold, rolling it around to coat the inner walls of the mold where it condenses, then poured out. This is repeated a number of times until a shell of wax is formed on the inside of the rubber-mold. The thickness of the wax shell represents the final bronze thickness. When the wax cools, the mold is opened and the wax-positive removed. Waxes of various hardness, melting point, and color are used for different purposes, sometimes mixed together. Below are some of the hollow wax positives for Volnus, i.e. the body and wings prior to spruing. All imperfections (e.g. pinholes, bubbles, cracks, etc.) have been fixed. The body and legs have had sections removed to facilitate the ceramic slurry for the investment (see below); these plates will be welded back on after casting.



The Wax Tree
Wax positives and wax trees are thoughtfully and carefully designed to provide molten bronze to the parts being cast. A large funnel at the top feeds the sculpture below via "sprues" and acts as a heat sink, The trick is to get everything to solidify before the funnel. The last part to solidify contracts and voids dramatically, and you want this to be in the funnel that's cut off later. The funnel also pools impurities and gas bubbles which rise to the top while everything is still molten. The wax tree has "gates" directing molten bronze downward to the sculpture and "vents" allowing gases to escape upward and route back to the outside top of the funnel. The bronze flows in a cylindric path, kind of like blood in our bodies, traveling from the heart or funnel, downward through the center, through all the extremeties, and back up again towards the top of the funnel. This makes a good casting.

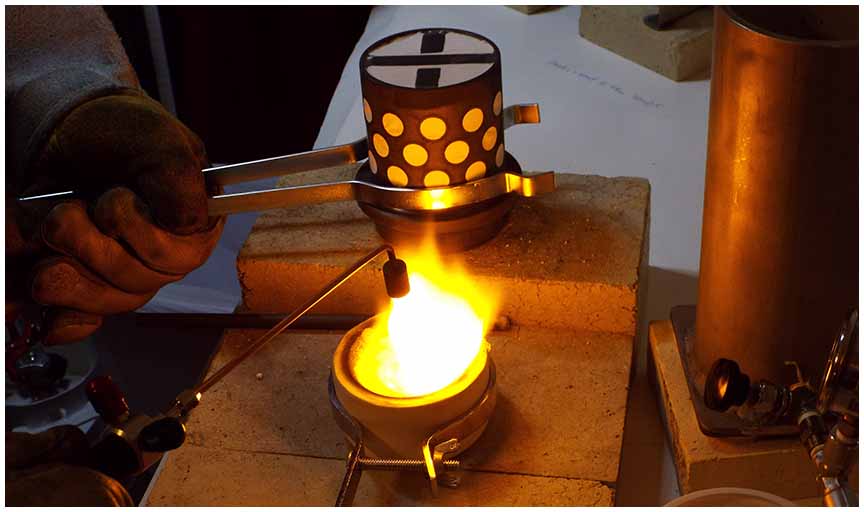
The Investment (Ceramic Shell)
The wax tree is sealed with shellac spray or dipped in a degreaser (pattern wash) prior to investment, so the slurry adheres to it well. The tree is then dipped in a large vat of ceramic slurry and immediately coated with refractory stucco (fused silica) and allowed to dry. The slurry is made of microscopic colloidal-silica-binder mixed with refractory-flour, wetting-agent, and anti-foam.


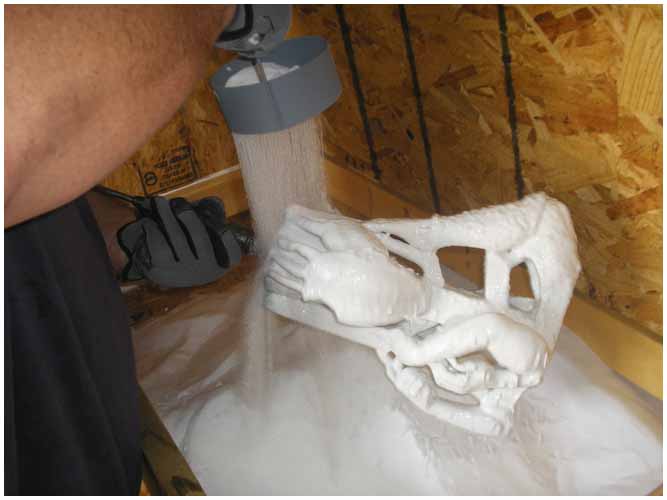
This is repeated 8-10 times as necessary over several days to build a ceramic shell mold thick enough to withstand the forces of molten bronze required for the casting. The first coats are coated with a fine stucco to capture detail, followed by a course stucco to build thickness. The shell becomes heavier, thicker, and stronger with each successive dip. Basically, each foundry has its own unique procedures, techniques and recipes to create the shell, to accomodate different castings, but they're still similar.

Burnout
The ceramic shells are then placed in a flash kiln at 1400 F where the wax and water are thoroughly burned out or "lost" in a matter of minutes, and they solidify and strengthen. The burned ceramic shells become lightweight (through lost wax and water), have very fine surface detail, can withstand extreme thermal shock, are very porous, dissipate heat quickly, brittle but quite strong, and easily devested from the bronze castings. After burnout, the investments are cooled, inspected, and any cracks are patched.

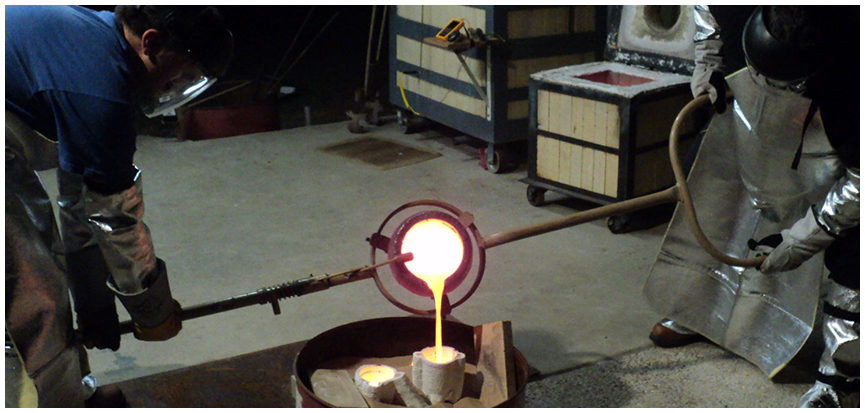
The Pour
It takes roughly an hour to melt the bronze depending on the amount charged. The crucible is placed into the gas-fired furnace and charged with the proper amount of bronze. Once the furnace is ignited, air/fuel mixture is adjusted and the furnace roars as the bronze is heated. The ceramic shells are placed in the kiln and pre-heated to to receive the molten bronze. Slag is removed from the top of the liquid bronze (where it collects) using a steel skimmer. Temperature is measured with a digital tungsten pyrometer immersed into the metal. Once the target temperature of the bronze is reached, ~ 2000 F, then the magic happens quickly. The kiln and furnace are shut off and the glowing hot investments are removed from the kiln with kevlar gloves and supported in a bed of sand. The glowing hot crucible radiates unbelievable heat and protective clothing is required. It's lifted from the furnace by two foundrymen and placed onto a firebrick on the floor, inside a pouring/lifting shank. They then lift the shank, which grabs the crucible below its bulge, lock it in place with a lever, and hoist it above the lip of the ceramic investments where the molten bronze is carefully poured in, slowly enough to allow gases to escape. Sometimes, several investments are filled with a single charge, or the crucible may be recharged for more pouring. After pouring, any excess bronze is poured into ingot molds for later reuse, and the crucible scraped out, and cooled.


Devestment
As the casting cools about half an hour, the ceramic shell begins to crack and is easily devested from the bronze by tapping/chipping with a hammer or pneumatic hammer. When thoroughly cooled, all ceramic is removed, bronze sprues are cut off, and pieces are separated. The bronze scrap is recycled. The ceramic shell provides an extremely fine surface on the bronze.


There's so much that can go wrong, but when it goes right it's awesome. The body casting on Volnus was complex but came out superb.

Chasing
Surface defects are chased, welded, cleaned, polished, and multiple cast pieces are TIG welded together. This can take hours, days, or weeks, depending on the size and complexity of the sculpture, and how much effort is needed to smooth the surface. Below, the body sprues have been chased or cut off using various metal grinders and cutting wheels.

Welding
Below, I'm welding the back plate onto the body. Each piece is welded on, chased and polished, until the entire sculpture is assembled.

Polishing
Below is some of the initial polishing on the body using rouge and a high-speed buffing wheel. Bronze shines so beautiful, but oxidizes so quickly.

Below the wings have been welded on and chased.

Patinization
Patinization is the application of chemicals that react with the bronze to achieve color. This is a highly skilled art, with many different techniques, such as hot, cold, or fumed patinas - often involving a multitude of toxic recipes. Sculptures displayed indoors and outdoors generally require different patinas. The patina can make or break a sculpture, and is about as important as the subject matter itself. I was planning to patina Volnus, but after the initial polishing, I liked it so much as is, I decided to just lacquer and wax the bronze to seal it. The finished sculpture is sometimes sealed with lacquer and almost always waxed to provide a beautiful protective barrier that should last for years to come. The polished bronze has just been laquered in the photo below.

Mounting
A base of fine wood, marble or granite is usually chosen to display the sculpture. The base is often drilled with holes and countersunk to allow screws to fasten the bronze to it and the bronze is also drilled and tapped to receive the screws. Sometimes the sculpture is set on bearings for fully rotatable viewing. Below, I fastened my finished bronze sculpture to a fine black granite base using two 1/4" bolts I tapped into the buttocks.
